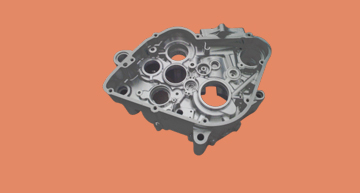



























Die Casting Parts for: Cars, Bikes, Aircraft, Musical instruments, Watercraft, Optical devices, Sensors, Models, Electronic devices, Enclosures, Clocks, Machinery, Engines, Furniture, Jewelry, Jigs, Telecom, Lighting, Medical devices, Photographic devices, Robots, Sculptures, Sound equipment, Sporting equipment, Tooling, Toys and more. any custom Aluminum die casting, magnesium or Zamak/zinc die casting requirements are welcome to contact us.
Materials we use:
Aluminum Alloy: ADC12, A360, A380, YL101, YL102, etc.
Zinc Alloy: Zamak-2, Zamak-3, Zamak-4, Zamak-5, ZA-8, etc.
magnesium alloy: ADZ91
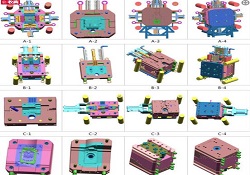
Cav/core material: 8407, H13, NAK80, SKD61, S136, 718, etc.
Mold life: 100,000 times to 1,000,000 times. [Open/Close]


Die casting is an automated casting process in which the liquid melt is pressed into a mold under high pressure
(150 to 1200 bar) and at a high filling speed (up to 540 km/h). Usually alloys with a low melting point are used.
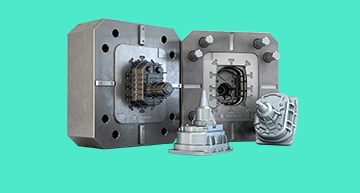
This casting process is particularly suitable for series and mass production of components because, unlike sand
casting, for example, permanent metal molds are used which do not have to be destroyed after casting. It is
possible to produce large and complex components with low wall thicknesses.
Die casting came into being in the middle of the 19th century, when publishing flourished. The aim was to be able
to print newspapers and books quickly, flexibly and cost-effectively. These include a manually operated device in
which an alloy of tin and lead could be cast into letters (1838), the rotary printing press (1846) and finally the
Linotype typesetting machine (1886). One of the main elements of this machine was an integrated die casting
machine which poured liquid lead into the line molds made of brass letter dies. After casting, the matrices were
returned to the matrix magazine and the cast lead lines were ejected. The lead lines were then assembled into
pages that served as printing plates for sheet-fed printing or as templates for the round printing plates required
for the rotary printing process. [Open/Close]

Various processes are used in foundry practice. Castings can also be produced without high pressure. In the sand casting process, for example, the alloy is poured into a mold made of sand, which must be destroyed in order to reveal the manufactured component (lost foam). In investment casting, which is used to manufacture very small cast parts, the molds and models (usually made of wax or plastic) are also destroyed after the casting process. Another example is Gravity Die Casting, which uses a permanent metal mold but does not use high pressure to press the melt into the mold. Rather, the casting is manufactured or the mold filled by gravity.
There are also differences in the die casting process. For example, there are processes that use either high or low pressure to produce the components. While high-pressure die casting accounts for around 50 % of light metal casting production, low-pressure die casting only accounts for just under 20 % of total production.2
Low pressure die casting primarily uses alloys with low melting points. It is possible to cast components from 2 to 150 kg. The advantages are that very high strength values and complex geometries as well as improved material utilization and dimensional accuracy can be achieved. The process is less suitable for very thin-walled parts, since only a minimum wall thickness of 3 mm can be obtained. It should also be mentioned that casting cycles using low pressure die casting are slower than those under high pressure.
In high pressure die casting, the melt is pressed into the mold under high pressure and at high speed, thus accelerating the casting cycle. In addition, thinner-walled castings (minimum wall thickness of 1 mm) with smoother surfaces can be produced. The disadvantage of this manufacturing process, however, is that high operating and investment costs are incurred, the strength values are lower and the die casting weight is limited because it depends on the closing force of the machine. [Open/Close]
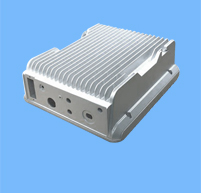
Premier Die Casting is your headquarters for innovative die cast heat sinks. Utilizing our
superior die casting processes and technology, we can manufacture aluminum thermal
heat sinks and heat sink parts to fit your specifications and design. Our goal is to provide
you with superior aluminum heat sinks and parts at affordable prices.
Our ISO 9001:2008 certified manufacturing and quality management process makes
Premier a leading heat sink manufacturer and allows us to bring design expertise and
support to meet your custom needs. Contact us directly for a free estimate of your
custom work and see how our six-acre plant makes us one of America's best aluminum
heat sink manufacturers.Vacon Black.

As one of the leading aluminum heat sink manufactures in the CHINA, Premier
Die Casting can design and produce customized heat sinks for your specific
applications. We also implement the most stringent quality-control measures
to ensure reliable, consistent results for all of our heat sink manufacturing
processes. Discover what more than 70 years of die casting expertise can do for
your company. Please contact us today for more information about our die cast
aluminum heat sink manufacturing.[Open/Close]


This is a very good question to start with. before we can start to frmulate our own canclusions, let's go aheadand find out what plastic injection molding and die casting is first. These are the difference between mould and die.
Die casting is an automated casting process in which the liquid melt is pressed into a mold under high pressure (150 to 1200 bar) and at a high filling speed (up to 540 km/h).
Die casting is one of the most economical and quickest forming processes. The advantages of this production process are that hundreds of thousands of castings can be produced relatively quickly by using just one mold. All components produced have a uniform quality and involve relatively low unit costs. But how exactly does the manufacturing process look like? What materials can be used and in what areas are the castings used?
Die casting is an automated casting process in which the liquid melt is pressed into a mold under high pressure (150 to 1200 bar) and at a high filling speed (up to 540 km/h). Usually alloys with a low melting point are used. This casting process is particularly suitable for series and mass production of components because, unlike sand casting, for example, permanent metal molds are used which do not have to be destroyed after casting. It is possible to produce large and complex components with low wall thicknesses. [Open/Close]