1.The project background
As the world attaches importance to environmental protection, it has introduced more and more stringent emission bills for automobiles. Among them, the Netherlands and Norway proposed to ban fuel vehicles in 2025. As an alternative to fuel vehicles, new energy vehicles are on the rise. More and more auto companies in China are beginning to lay out new energy vehicles. As the core component of new energy vehicles,the three core components is especially important. MCU (Motor control unit) as one of the three core components(Battery, motor and motor control unit), directly connected to the motor and battery, MCU housing must provide various protection for internal power electronics, to ensure the safety of relatively fragile electronic components in harsh environments, the seal must Provides internal power devices with channels that heat exchange as low a thermal resistance as possible. This paper introduces a MCU die-cast housing for logistics vehicles. According to customer requirements, the housing needs to be co-molded with the passenger car MCU, and different parts of the middle are realized by changing the inserts. This paper records the analysis process of the MCU die-cast housing.
2.product analysis
As shown in Figure 1 and Figure 2, the product is a die-cast housing of the MCU (Motor control unit) on the new energy vehicle. The wall thickness is 2.5mm and the external dimensions are 300*265*62 (W*D*H mm). The walls have ribs and decorative lines. The green and red sides specify where the customer needs to be machined. The core of the customer is to ensure the air tightness of the whole machine. Therefore, it is required that the sidewall of the chassis cannot have obviousgas porosity, and the processing surface cannot have visible gas porosity.
Technical analysis: 1. This product and another product model, considering another product is the main force, the die casting mold design mainly considers the molding of another product, so the gate is set on the left side of Figure 1; The larger cavity is not conducive to the flow of aluminum liquid during casting. Therefore, it is necessary to add two drainage bridges on the blank to facilitate the filling of the aluminum liquid. 3. The side walls have reinforcing ribs and decorative lines, which require four-side core pulling. Based on the above analysis, we can find the specification parameters of our die-casting machine and select 800T. On the other hand, after estimating the die size and checking the spacing of the die-casting machine, we can preliminarily judge that the 800T die-casting machine can hold the mold.
.jpg)
Fig 1.3D map provided by the customer (top view)
.jpg)
Fig 2.3D map provided by the customer (bottom view)
According to the above analysis, the inlet gate and the slag bag are designed, and the bottom surface is poured from the left side, and the upper and lower sidewalls are shunted, and two drainage bridges are added in the middle of the cavity, as shown in FIG. The drainage bridge, slag bag and gate are removed after molding. Introduce the blank map shown in Figure 3 into the CFD software, and set the initial commissioning (according to the die casting parameters) as shown in Figure 4 and Figure 5.

Fig 3.Inlet gate design and slag bag placement for die-cast blanks

Fig 4.Set die casting machine and parameters

Fig 5.Set parameters of die casting machineshot sleeve
After setting the die casting parameters and boundary conditions, divide the mesh and simulate the calculation.
3.Simulation result analysis
The customer core statement requires us to reduce gas porosity as much as possible. An important reason for gas porosity is the entrainment process gas, because the filling speed is too fast, the flow channel design is unreasonable, the air inside the mold is too late to be removed during the filling process, surrounded by aluminum liquid, and remains in the die casting after cooling to form trachoma, so the simulation result We need to pay attention to the filling speed and air entrapment. Figure 6 shows the results of the filling speed analysis. It can be seen from the figure that the maximum speed is 42.5 m/s. It can be seen from the data that the filling speed of the wall thickness of 2.5 mm should be controlled at 20-60 m/s. Meet the requirements. From Figure 7, we can also see that the castings are well formed at the end, there is no obvious gas, and the slag package is better responsible for the exhaust function.
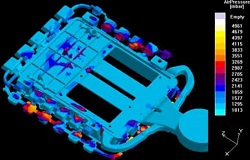
Another cause of air leakage is the shrinkage and shrinkage formed by the solidification process. For the analysis of the temperature field and solidification results of the die casting in the analysis results, we can see the position of the shrinkage hole, so that the cooling position can be arranged on the mold design to avoid shrinkage. Figure 8 shows the preliminary analysis results. It can be seen from the figure that there are local hot spots, and special cooling needs to be set at the local hot spots. Figure 9 shows the temperature field when solidification begins after the cooling point is set. It can be seen from the figure that the temperature difference of the parts is less than 50 °C, which satisfies the requirements. Figure 10 shows the temperature distribution at the end of solidification. It can be seen that the temperatures are relatively uniform, and the probability of shrinkage is small.

Fig 8.Hotspot distribution during solidification

Fig 9.Die casting temperature begins to solidify

Fig 10.Temperature field at the end of solidification
If the cold material inside the die-casting part cannot be eliminated in time, it will also bring air leakage and surface defects. It is also necessary to observe the injection during the simulation. Figure 11 is the simulation result. From the picture, the cold material is not completely eliminated, and the flow path needs to be modified. .

Fig 11.Air pressure distribution at the end of solidification
Through simulation, we can also calculate the maximum pressure and filling time required for casting, and provide guidance for subsequent die-casting machine debugging. From the simulation results, it can be seen that the maximum filling pressure is 764600mBar, and the filling completion time is 1.552s.
4.MCU die-cast housing final physical
Figure 14 and Figure 15 show the physical picture after processing. From the physical point of view, there is no trachoma hole in the processing surface, and the statistical processing precision and smoothness meet the customer requirements. Only a few images of the gas porosity and shrinkage were found inside the chassis by X-Ray illumination. Through the final air tightness test, the initial product qualification rate is as high as 95%, and we have improved the final product qualification rate by 99%, which has been highly evaluated by customers.
.jpg)
Fig 14.MCU die-cast housing after processing (top view)

Fig 15.MCU die-cast housing after processing (bottom view)
5.summary
Using the mold flow analysis software to analyze at the beginning of the design can: 1. Early detection of possible problems in casting, guide us to modify the mold and runner design; 3, find areas that can be improved to help us provide product quality; 4, calculate die casting Parameters, reduce the adjustment time; 5, verify the design, so that customers have more confidence; 6, reduce the number of subsequent modifications to the mold, provide faster delivery and higher quality products.
Through the optimized communication in the design and the positive and positive interaction with the customers, it lays a solid foundation for the follow-up cooperation.