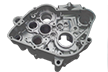
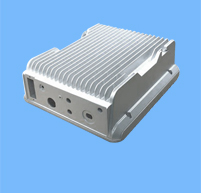
产品名称:6901 中座铝压铸 所属行业:家用电器 压铸材料:ADC12 压铸机吨位:630T 模具模穴:1*1 主要工艺:压铸、去毛刺、钻孔、攻牙、CNC机加工、抛光、喷粉、全检、包装、出货。 质保:
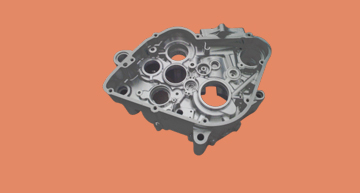
产品名称:6901 中座铝压铸
所属行业:家用电器
压铸材料:ADC12
压铸机吨位:630T
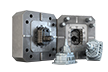
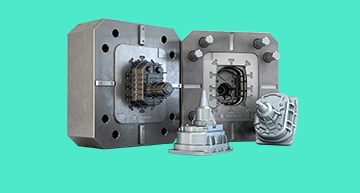
模具模穴:1*1
主要工艺:压铸、去毛刺、钻孔、攻牙、CNC机加工、抛光、喷粉、全检、包装、出货。
质保:2年
出口或内销:出口
传统压铸工艺主要由四个步骤组成,或者称做高压压铸。这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落砂的过程则需要分离残渣,包括造模口、流道、浇口以及飞边。这个过程通常是通过一个特别的修整模具挤压铸件来完成的。其它的落砂方法包括锯和打磨。如果浇口比较易碎,可以直接摔打铸件,这样可以节省人力。多余的造模口可以在熔化后重复使用。通常的产量大约为67%。

6901 中座铝压铸