简析铝压铸件的预热要求。
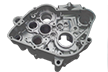
铝压铸件在使用前需要预热铸铝模在使用前要预热到定温度,预热可以增加模具使用寿命般预热多用电器或感应加热,预热温度控制在250℃-300℃,保温0.5h左右就能使用禁止使用熔融金属直接预热模具,因为冷态模具直接与灼热的液态金属相接触,会受到热冲击作用,从而产生热侵蚀,加速热疲劳引起的剥落。
铝压铸件在进行制作的过程中,可以增加其模具型腔表面加工质量,其模具型腔表面不应该出现较深的加工刀痕,以免模具工作时由于应力集中导致开裂模具精加工时,应对型腔表面进行抛光和研磨,使型腔表面粗糙度数值控制在0.8μm以下。